Understanding Digital Transformation in the Automotive Manufacturing Sector
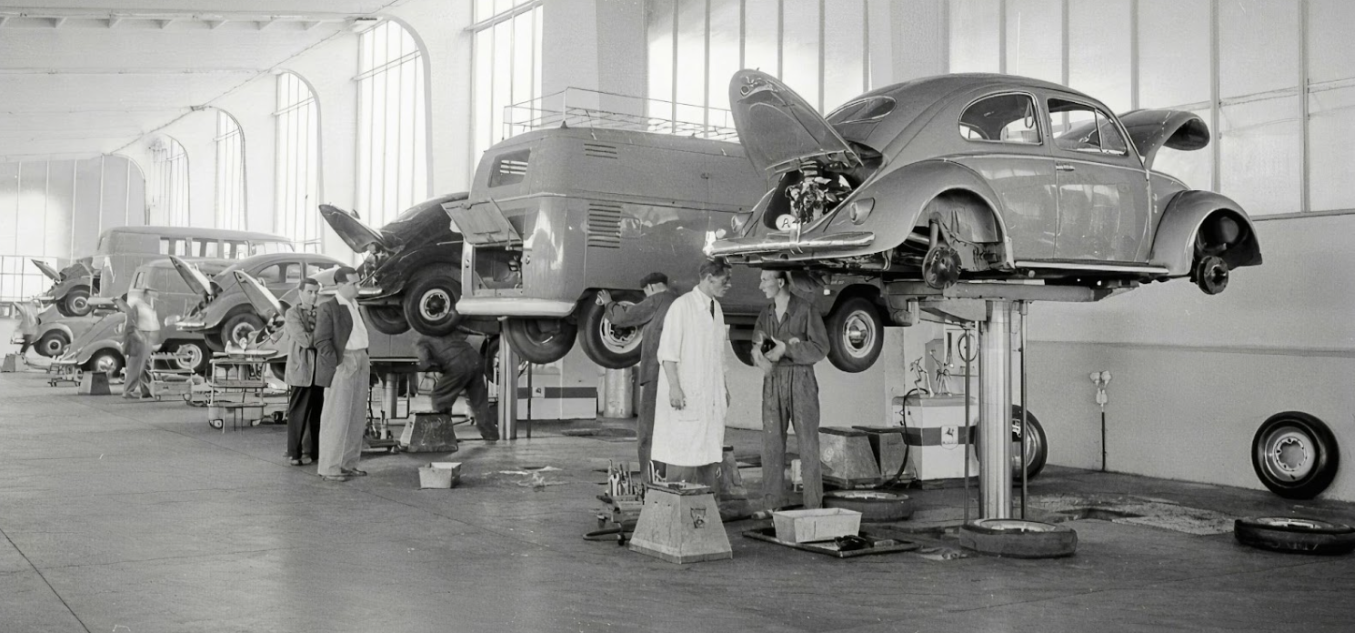
Remember the classic footage from Ford’s assembly line in the early 20th century? Workers stood in place while cars slowly moved down the line, each person adding their part. It was a revolution of its time. Modern automotive manufacturing is almost completely different from that.
Instead of paper blueprints — cloud platforms with 3D models. Instead of manual quality control — computer vision and artificial intelligence. Instead of manager’s intuition — predictive analytics that forecasts problems weeks in advance.
Previously, a manufacturer could afford to work with proven schemes for decades. Now that’s impossible. With the current level of competition in the industry, it’s a losing strategy. Digital transformation has become a matter of brand survival.
The Shift from Mechanical to Software-Driven Manufacturing
Modern car manufacturing plants are not assembly lines, but high-tech data centers. Software plays its role from the very idea of creating a car or a specific feature, and doesn’t end even with the release and sale to the user.
Predictive maintenance is a prime example of this shift. Previously, equipment was repaired on schedule or after breakdown, when the owner brought the car to the service center. Now sensors constantly monitor the condition of each machine, analyzing vibrations, temperature, and sounds. This saves millions: downtime at the factory is expensive.
Digital twins (digital replicas of production processes) are another revolutionary technology. Before launching a new assembly line in reality, companies model it in virtual space. You can test thousands of scenarios, find bottlenecks, optimize flows — all without risk to real production.
An interesting example of rapid growth through innovation is the Chinese brand BYD. Ten years ago, few people had heard of them outside China. But the company bet on electrification and digital production management technologies. Today, BYD is one of the world’s largest electric vehicle manufacturers, surpassing many traditional players. A similar story with Nio — a startup that used cloud technologies to create fully connected cars with constant software updates.
These companies have shown that a digital approach enables small and new players to compete with giants. The speed of decision-making has increased many times over. If previously changes in design or construction could take months of coordination, now teams work in shared digital environments where edits are made instantly. This changes the rules of the game.
The Role of Cloud and Edge Computing in Automotive Innovation
Modern automotive manufacturing generates incredible volumes of data. Every sensor on the assembly line, every robot, every quality control camera is a source of information. Processing such arrays on local servers is practically impossible, and cloud technologies come to the rescue.
Increased capacity for analysis can be obtained in minutes thanks to cloud technologies. But for some processes, sending data to the cloud and waiting for a response doesn’t work. When a robot on an assembly line needs to react instantly to a defect, every millisecond matters.
That’s why edge computing emerged — computing “at the edge,” directly at the production site. Data is processed locally, right where it originates. A robot receives a command to stop or change trajectory in microseconds, not seconds.
In production, a hybrid model is more often applied. Critical decisions are made at the edge, while global analytics, planning, and AI model training happen in the cloud. Many manufacturers are now looking for companies that can build such architecture. Companies like DXC Technology offer integrated cloud ecosystems specifically for the automotive industry. Such solutions unite different systems (from ERP to IoT sensors) into a single whole, where data circulates freely between levels.
And manufacturers get full visibility of processes in real time. You can track every part from supplier to finished car. You can see where delays occur, where defects increase, where optimization is needed. This isn’t a futuristic dream — it’s already the reality of many factories.
Smart Factories and Connected Production Lines

The term “smart factory” is a specific concept with clear characteristics.
A smart factory is a production facility where all elements are connected to a network and constantly exchange data. Robots “talk” to assembly lines, assembly lines to warehouse management systems, warehouses to suppliers. The foundation is the Internet of Things (IoT). Thousands of sensors collect information: how many parts passed through a station, what’s the temperature in the paint oven, how much electricity each line consumes. All this flows into a unified big data system.
What does this give? First, reduced downtime. If the system sees that the speed of a certain robot has dropped, it can automatically redistribute the load or call a technical team. Second, quality. Computer vision checks every weld, every body seam — with accuracy unattainable by the human eye.
It’s interesting how this affects related industries. Insurance companies can now receive accurate data about the quality of a specific car: how it was assembled, whether there were deviations from standards. This allows for more accurate risk assessment. Service centers also benefit: they know in advance which components are prone to wear on certain models and can proactively offer maintenance.
An interesting example. The Japanese company Mazda at their factory in Hiroshima integrated edge computing directly into production workshops. Each workstation analyzes quality in real time. If a problem is detected — the system instantly adjusts the operating parameters of other stations further down the line. Result: defects decreased by 30%, and cycle time shortened.
Or the Indian manufacturer Tata Motors. They implemented smart monitoring systems at all their factories. Now managers can see in real time what’s happening at any production facility in any country. This allowed them to standardize processes and quickly spread best practices between locations.
Data Analytics and AI: The New Engine of Automotive Manufacturing
Machine learning and artificial intelligence transform raw information into specific actions that save money and time.
Take demand forecasting. Previously, manufacturers relied on historical data and sales department intuition. Now AI analyzes hundreds of factors: social media trends, regional economic indicators, seasonality, even weather. This allows more accurate planning of how many cars of which color and configuration to produce.
Data-driven manufacturing is an approach where every decision is based on data, not assumptions. Need to change a parts supplier? We look at statistics on quality, delivery speed, and prices over recent years. Need to optimize the line’s work schedule? We analyze peak loads, energy consumption, and shift productivity.
Quality control is another area where AI works wonders. Take the example of Geely (owner of Volvo). They implemented a deep learning-based computer vision system to check paint coating. Cameras photograph the body from different angles, and AI detects microscopic defects that a person might miss. Accuracy — over 99%. This drastically reduced the number of complaints.
It’s interesting to observe consumer reactions. People notice the difference. When a car is assembled with greater precision, when it has fewer defects, when it more accurately matches stated specifications — customers feel it. And they vote with their dollars. Brands that invest in AI and analytics receive higher reliability ratings, better word-of-mouth, and greater loyalty.
Another direction is personalization. AI helps manage flexible production, where each car can have a unique configuration. Previously, mass production meant uniformity. Now it’s possible to economically produce millions of cars, each unique in its set of options.
Waste reduction is also a result of analytics. AI optimizes material cutting, routing of parts movement at the factory, and energy consumption. Some factories have reduced metal waste by 15-20% simply through better analytics.
Challenges in Digital Transformation: From Legacy Systems to Cybersecurity
Of course, the path to digital transformation isn’t paved with roses. The automotive industry is one of the most conservative. There are factories here that have been operating for decades, with equipment and systems designed before the internet existed.
The first problem is legacy systems. Old ERP systems that manage procurement, warehouses, and finances are often so complex and tangled that they’re scary to touch. Every change can paralyze production. However, without modernizing these systems, it’s impossible to integrate new digital solutions.
The second problem is talent shortage. People are needed who understand both production processes and modern IT technologies simultaneously. There are few such specialists, and there’s fierce competition for them. Manufacturers are forced to invest in training their own employees or seek partners.
The third problem is cybersecurity. The more systems connected to the network, the more vulnerability points. A cyberattack on a production line can cost millions in losses from hours of downtime. Therefore, data and infrastructure protection becomes a critical priority.
How do companies overcome these obstacles? Most often gradually. You don’t need to remake the entire factory in one night. They start with pilot projects: implement IoT sensors on one line, look at the results, scale up. They use a hybrid-cloud approach: part of the data and systems remains on-premise, part moves to the cloud.
Or here’s the API-first approach strategy. Even if old systems can’t be replaced, you can create a layer that allows them to “talk” to new digital tools. It’s like a translator between the old and new world.
Regarding cybersecurity, companies implement multi-level protection systems, regular audits, and staff training. It’s not cheap, but the cost of an attack is much higher.
The Future of Digital Transformation in Automotive Manufacturing
New companies born in the digital era are hot on the heels of automotive giants. They’re not burdened by legacy systems, they’re more flexible, and make decisions faster. Traditional large companies risk repeating the fate of Kodak or Nokia if they don’t adapt.
What awaits us in the coming years? Several trends look inevitable.
- Autonomous production. Factories where AI manages all processes with minimal human intervention. Don’t confuse this with complete employee layoffs — people remain, but their role shifts toward control, strategy, and creativity.
- AI Copilots. Systems that help engineers and managers make decisions. They don’t replace humans but expand their capabilities. Such systems are already being tested at some factories: they suggest optimal equipment settings, warn about potential problems, and propose solutions.
- Data mesh architecture and Integration with ecosystems. Data circulates among all participants, creating new opportunities for optimization.
And those who take the first steps today will be tomorrow’s leaders.
Published: November 14, 2025